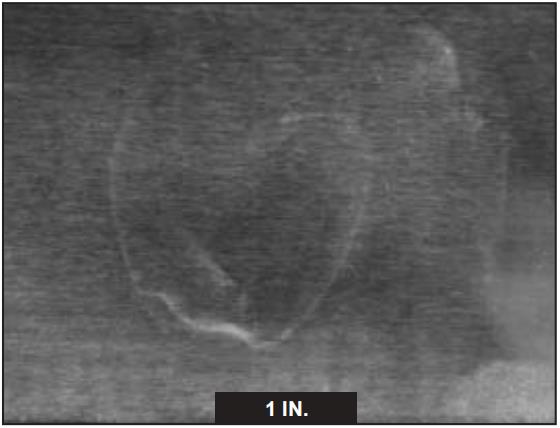
DENT—
Dimples (Bumps) Plates or reels are collided during handling or parking; the clamps are not played well during cold rolling or annealing, and the annealing material is not clean, with metal objects or protrusions; Metal slag or other hard things.

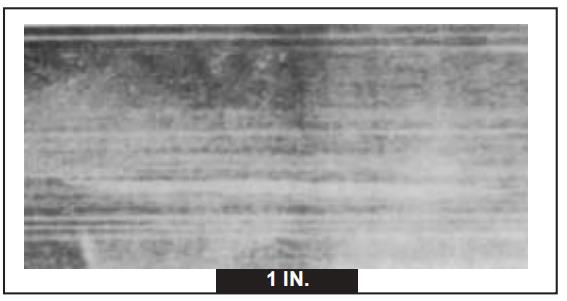
DENT, EXPANSION—
The surface bubble ingot has high hydrogen content and loose structure; the uneven surface of the ingot has a dirty surface, which was not cleaned before loading the furnace; after etching, the surface of the ingot and the aluminum-clad plate has residual traces of etching and washing; the heating time is too long Or the temperature is too high, the surface of the ingot is oxidized; during the first welding and rolling, the emulsion nozzle is not closed tightly, and the emulsion flows under the aluminum-clad plate
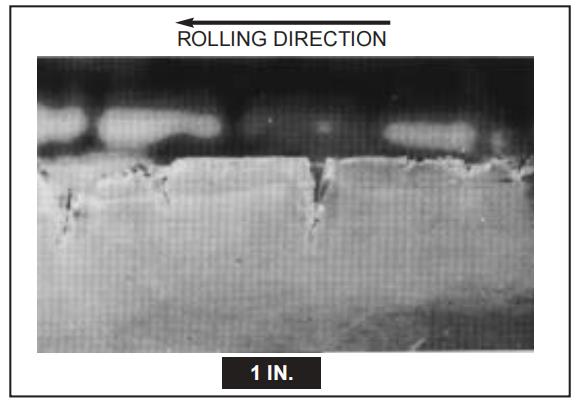
EDGE, BROKEN (CRACKED)—
(Cracked Edge, Side Crack)
The composition of tearing lubricating oil is unqualified or the emulsion is too thick, slippage occurs between the plate and the roll, and the metal deformation is uneven; the rolling rate is not well controlled, and the reduction is too large; the rolling speed is too large; the roll tension is not adjusted properly Correct, the tension is unstable; the annealing quality is not good; the metal plasticity is not enough; the roll shape control is not correct, so that the metal internal stress is too large; the hot-rolled coil is cracked; If the coil is not fed correctly, the strip produces tensile stress and compressive stress at the same time, causing small cracks on the edge. After rolling for many times, it will continue to expand from the crack and even tear; during finishing, the jaws of the stretching machine are not properly clamped. Or uneven, or the plate has cracked edges, which will cause tearing when stretched; during quenching, the pocket chain is not well or too tight, which will fracturing the plate and cause tearing when stretching and straightening.
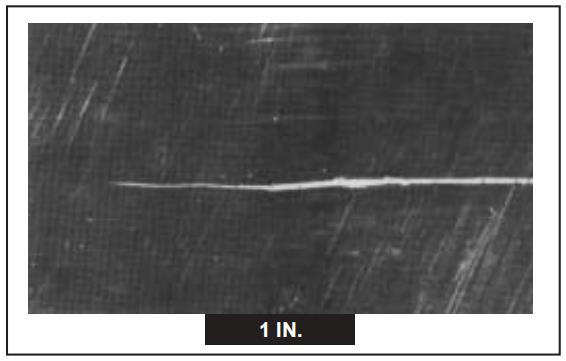
SCRATCH—
The roller table of the hot rolling mill is scratched, and the guide plate sticks to aluminum, so that the hot-pressed plate is scratched; the guide plate and pinch roller of the cold rolling mill have protruding sharp corners or stick to aluminum; they are scratched by the guide during the processing of the finishing machine; the finished product When packing, the lifter is not properly lifted.
ABRASION—
If you are not careful when hoisting and transporting the reel, it is easy to cause the reel to be scratched; if the feeding strip is not correct, the skewed strip will be straightened during rolling, causing relative friction between the strip and the roll; Correct, the tension is small when coiling, and the tension is large when uncoiling, the rollers tighten the reel to cause dislocation between the plates; the lubricating oil contains too much sand and oil, and the residual oil on the reel after rolling is different. There is very little slippage between the rings causing chafing.